5.2. Электродинамические громкоговорители для массовой бытовой радиоэлектронной аппаратуры (БРЭА)
Несмотря на разнообразие видов аппаратуры, в которой применяются ГГ данной группы, и свои специфические требования в каждом из них (например, в телевизорах, телефонах, радиоприемниках и др.), существуют общие для всех ГГ данной группы тенденции развития их конструктивных и электроакустических параметров, обусловленные требованиями к современной радиоэлектронной аппаратуре.
Основными из них, особенно активно разбивающимися за последнее время, являются следующие:
постоянно увеличивающиеся требования к снижению массы и габаритных размеров ГГ в связи с общей миниатюризацией аппаратуры, обусловленной переходом на новую интегральную технологию, внедрением методов и средств цифровой обработки сигналов и т. д.;
обеспечение максимальной экономичности конструкции ГГ и снижение их себестоимости, поскольку объемы выпуска всех видов массовой БРЭА постоянно нарастают и себестоимость ее соответственно снижается;
разработка конструкций ГГ, пригодных к почти полной автоматизации сборки всех его элементов в условиях крупносерийного производства;
обеспечение в конструкциях ГГ производственных запасов по всем показателям, и в первую очередь по надежности;
обеспечение климатической и механической устойчивости массовых ГГ в связи с требованиями, обусловленными применением их в аппаратуре, эксплуатируемой и транспортируемой в разнообразных условиях окружающей среды (при изменениях температуры от -40 до +40°С, влажности до 98%, иногда в условиях тропического климата и т. д.);
возрастающие требования к повышению КПД громкоговорителей, что особенно актуально для переносной БРЭА с автономными источниками питания, и одновременное повышение способности ГГ выдерживать без механических и тепловых повреждений увеличивающиеся уровни подводимой электрической мощности;
удовлетворение требований по уровню полей рассеивания для ГГ, используемых в таких видах аппаратуры, как телевизоры, магнитофоны, радиоприемники и др.
отсутствие дребезга, призвуков и слышимых нелинейных искажений в условиях максимальных перегрузок, в которых нередко используются ГГ в миниатюрной переносной аппаратуре (в условиях высокого уровня окружающих шумов);
обеспечение хорошего качества звучания при применении ГГ в малых корпусах, объем которых плотно занят печатными платами и другими элементами, что требует создания специальных форм АЧХ и ФЧХ ГГ, оптимально согласованных с параметрами оформления и сквозного электронного тракта в радиоаппаратуре.
Обеспечение всех перечисленных выше требований в условиях ограниченных ресурсов в конструкции делает процесс разработки и производства ГГ чрезвычайно трудной проблемой, на которую затрачиваются значительные силы и средства крупными специализирующимися в этом направлении зарубежными фирмами, а также институтами, СКБ и заводами отечественной промышленности.
Все массовые ГГ выпускаются в типоразмерах, стандартизованных международными документами [78] и ОСТ 4.383.001-85. Международные рекомендации были выработаны с целью обеспечения взаимозаменяемости громкоговорителей различных стран и фирм при ремонте радиоаппаратуры. В стандартах оговариваются габаритные размеры, расстояния между установочными отверстиями и их диаметры. Внешний диаметр круглых ГГ: 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315 мм. Габаритные размеры эллиптических ГГ следующие: 40 × 63; 50 × 80; 63 × 100; 80 × 125; 100 × 160; 125 × 200; 160 × 250; 200 × 315; 280 × 400 мм. С указанными выше размерами выпускаются сотни моделей ГГ, например, фирмами Philips - 153 типа, Visaton - 96, Nat. Panasonik - 130. Отечественной промышленностью производится примерно 50 моделей с размерами 50...315 мм и паспортной мощностью 0,25...100 Вт. Среди отечественных громкоговорителей для массовой БРЭА можно выделить несколько групп, имеющих определенную специфику в конструкции: ГГ для телевизоров, телефонов, абонентских громкоговорителей, карманных радиоприемников и мини-магнитол и т. д. Параметры электродинамических громкоговорителей, выпускаемых для массовой бытовой радиоэлектронной аппаратуры, показаны в табл. 5.1 (в таблице приведено как новое наименование ГГ в соответствии с ОСТ 4.383.001, где первые цифры - это паспортная мощность; так и старое (в скобках), где первые цифры - номинальная мощность). Внешний вид ряда моделей серийных громкоговорителей показан на рис. 5.1. Решение перечисленных выше требований в современных конструкциях громкоговорителей реализуется путем направленного выбора конструктивных и технологических параметров элементов подвижной системы и магнитной цепи. В подавляющем большинстве конструкций массовых ГГ диффузор и подвес отливаются как единое целое из целлюлозы различных составов. Варьируемыми в процессе разработки параметрами являются форма образующей диффузора, форма гофрировки на подвесе, закон изменения толщины и плотности вдоль образующей, состав композиций целлюлозы и других материалов, составы пропиток и т. д.
Таблица 5.1
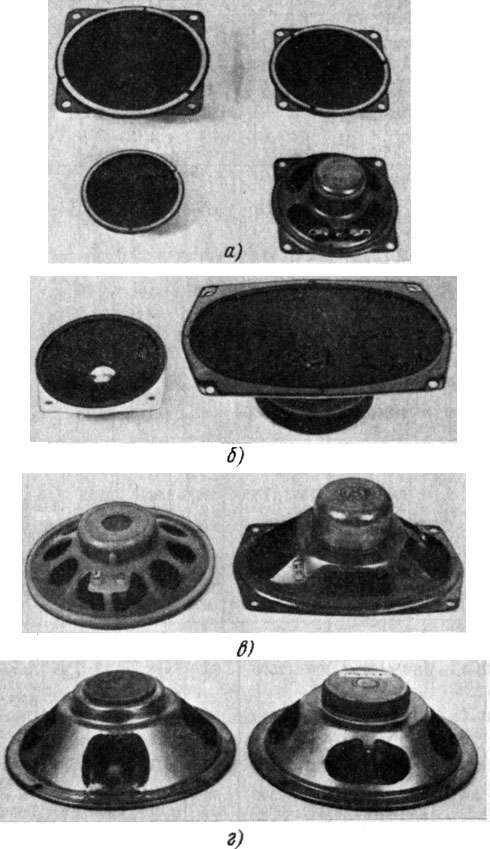
Рис. 5.1. Внешний вид громкоговорителей: а - 1ГДШ-6; 0,5 ГДШ-6; б - 0,5ГДШ-1; 3ГДШ-2; в - 3ГДШ-8; 2ГДШ-3; г - 5ГДШ-5; 8ГДШ-2
В большинстве моделей массовых серийных ГГ используются подвесы с синусоидальной гофрировкой с числом полуволн 3...5 и отношением высоты гофрировки к толщине материала Н/h = 3... 10. За последние годы широкое распространение в отечественных конструкциях серийных громкоговорителей получили тангенциальные подвесы с гофрами в виде трехгранных пирамид, ребра оснований которых направлены по прямым (см. рис. 3.19) либо по дугам касательным к основанию конуса. Одна из основных причин достаточно широкого распространения тангенциальных подвесов заключается в том, что у них значительно дальше по частотному диапазону разнесены первая и вторая резонансные частоты, чем у синусоидальных подвесов, поэтому вероятность совпадения второй резонансной частоты подвеса с первой резонансной частотой диффузора значительно меньше, а, следовательно, и возможность появления пика - провала в области средних частот значительно уменьшается; кроме того, эти подвесы имеют более линейные упругие характеристики [51]. В технической патентной литературе рассмотрены десятки вариантов конструктивного выполнения гофрированных подвесов: с неравномерной гофрировкой, с упругим закреплением внешнего края на другой гофрированной оболочке, подвесы с различными краевыми гофрами и т. д. Однако в серийных образцах ГГ наиболее распространенными остаются синусоидальные и тангенциальные подвесы, а для управления их параметрами широко используются технологические методы нанесения смазок и пропиток, варьирование толщины и плотности за счет выбора режимов и давления опресcовки и т. д.
Стремление к уменьшению высоты (уплощению) ГГ заставляет постоянно искать различные варианты форм образующих для диффузоров. В серийно выпускаемых отечественных громкоговорителях существует следующая зависимость между диаметром и высотой диффузора [1.2]: при диаметре 50 мм высота 3...5 мм, 68 мм - 5,5...9,5 мм, 120 мм - 22...25 мм и т. д. Уменьшение высоты диффузора приводит к ухудшению воспроизведения высоких частот. Для компенсации этого процесса необходимо либо уменьшить диаметр катушки с целью сохранения площади излучения (что требует дополнительных мер по увеличению ее тепловой устойчивости), либо увеличить кривизну образующей. С увеличением кривизны образующей граница воспроизводимого диапазона сдвигается в сторону высоких частот, однако уровень излучения при этом падает (рис. 5.2), поэтому приходится искать компромиссные варианты. Обычно используется форма образующий, меняющейся по дуге окружности, однако применяются диффузоры с формой образующей, изменяющейся по логарифмическому, экспоненциальному закону и т. д., а также сложные составные формы с большей кривизной у катушки, меньшей - у подвеса. Наряду с изменением формы образующей варьируются в процессе разработки законы изменения толщины и плотности: толщины и плотности: в большинстве серийных моделей отечественных громкоговорителей толщина и плотность изменяются вдоль образующей по экспоненциальному закону (см. гл. 4), однако используются изменения толщины по закону 1/х или 1/х2. Кроме того, имеются модели громкоговорителей, в которых на диффузоре опрессовываются различные ребра жесткости: кольцевые, радиальные, в виде отдельных утолщений (например, между конусом и подвесом) и т. д. Различные варианты диффузоров и подвесов серийных громкоговорителей показаны на рис. 4.21.
Рис. 5.2. Амплитудно-частотные характеристики при разных кривизнах образующей диффузора: 1 - R = ∞; 2 - R = 160; 3 - R = 100; 4 - R = 80
Центрирующие шайбы, используемые в массовых серийных ГГ, имеют в основном плоскую синусоидальную форму с числом полуволн 5...7, синусоидальную форму с краевым гофром ("стоячие" шайбы), а также тангенциальную гофрировку с прямыми или криволинейными гранями. Различные виды применяемых шайб показаны на рис. 4.23. Существенную роль в процессе излучения играет конструкция пылезащитного колпачка, который, кроме защиты от пыли зазора, играет роль ребра жесткости. Подбирая форму и место приклейки и материал (бумага, фольга, пленка и р.) колпачка, можно существенно видоизменять форму амплитудно-частотной характеристики, особенно в области верхних частот (см. рис. 3.25). В некоторых случаях, когда необходимо обеспечить подъем частотной характеристики в области высоких частот, применяется вклейка дополнительного рупорка в диффузор, обычно отлитого из бумажной массы. Необходимо отметить также, что значительные возможности в вариации формой АЧХ обеспечивает применение различных пропиток ("жестких" у шейки диффузора, "мягких" на подвесе (см. гл. 4). Хотя в литературе описан целый ряд оригинальных конструкций уплощенных ГГ: с шайбой, вклеенной внутрь диффузора, с магнитной цепью со специально скошенными фланцами; с подклейкой шайбы к середине диффузора и специальным отверстием в керне, в которое при колебаниях может смещаться шейка диффузора и др., однако широкого применения в серийных моделях они не нашли. Образцы обычной конструкции массового громкоговорителя и нескольких вариантов уплощенных конструкций показаны на рис. 5.3, а, б.
Рис. 5.3. Различные варианты (а, б) уплощенных конструкций громкоговорителей
Основные резервы в уменьшении высоты и массы заключаются в конструкции магнитной цепи (масса которой составляет почти 75% массы громкоговорителя). Переход от керновых кобальтовых магнитов к кольцевым феррит-бариевым (за период с 1970 г. доля литых магнитов в производстве отечественных громкоговорителей уменьшилась с 36 до 10%) уже позволил сократить высоту ГГ примерно на 20%. Применение феррит-бариевых магнитов позволило разработать конструкции ГГ с расположением магнитной цепи внутри диффузородержателя (например, серийный громкоговоритель ЗГД - 38), что дало возможность сократить высоту ГГ еще примерно на 10%. Дальнейшие пути уплощения заключаются в применении новых более эффективных магнито-мягких и магнитотвердых материалов, уменьшении ширины рабочего зазора, уменьшении потерь магнитного потока на поля рассеяния и т. д. Как следует из результатов, приведенных в гл. 3, уменьшение массы достигается при увеличении энергетического произведения (ВН)mах, снижении плотности магнитного материала, повышении его пластичности, что дало бы возможность получать оптимальные формы и размеры магнитных цепей.
В современных магнитных материалах из-за их плохой обрабатываемости на размеры и форму магнитной цепи накладываются серьезные ограничения. Как уже было рассмотрено в гл. 4, в производстве появился целый ряд новых магнитных материалов, из них наибольший интерес для громкоговорителей представляют магниты из сплава неодим - железо - бор ("неомакс") и высокопластичные магниты FeCrCo. Магниты неомакс имеют высокую остаточную индукцию 1,25 Тл, что позволяет использовать их в керновых магнитных цепях. Необходимо учесть при этом, что из-за значительной температурной зависимости магнитных свойств неомакса (температурный коэффициент изменения коэрцитивной силы у них - 0,8, у литых магнитов +0.03) он может использоваться, если нагрев магнита в процессе работы ГГ не превышает температуры 100 - 120°С, что в ГГ для массовой БРЭА практически всегда выполняется. Несмотря на то, что эти магниты еще довольно дороги, они уже нашли применение в ряде конструкций отечественных (например, ЗГДШ - 9) громкоговорителей, так как их применение позволяет существенно уменьшить высоту ГГ (в конструкциях диаметром 50 мм - с 12 до 7 мм, диаметром 80 - с 14 до 7 мм и т. д.). Высокопластичные магниты с пониженным содержанием кобальта (ГОСТ 24897 - 81) также были опробованы в различных конструкциях магнитных цепей, в частности, применение магнита марки 12 × 15КА в магнитной цепи ЗГДШ - 1 позволило уменьшить высоту с 30 до 24 мм и увеличить индукцию на 37% по сравнению с магнитом из ЮН13ДК24. По мере расширения серийного производства и снижения себестоимости таких магнитов они могут достаточно широко применяться в массовых моделях громкоговорителей.
При уменьшении размеров магнитной цепи серьезной проблемой становится перенасыщение материала магнитопровода. Обычно магнитные цепи рассчитываются таким образом, чтобы индукция в основной части магнитопровода не превышала 1,4 Тл, при этом потери магнитодвижущей силы (МДС) составляют 10...20% полной МДС. При необходимости еще большего уменьшения размеров магнитной цепи потери МДС могут возрастать их приходится компенсировать за счет увеличения длины магнита. В этом случае для деталей магнитопровода целесообразнее использовать пермендюр (индукция насыщения 2,2 Тл), но он дорог и сложен в обработке, поэтому применяется редко. Одним из резервов уменьшения МДС является применение фланцев с сечением, плавно уменьшающимся в направлении внешнего края, поскольку магнитный поток во фланцах уменьшается от центра к периферии, при этом снижение массы магнитной цепи достигает 5...7%. Однако это может быть реализовано только с внедрением методов порошковой металлургии для изготовления деталей магнитопровода. Еще одним резервом снижения массы и уменьшения потоков рассеяния является применение пластмассовых диффузородержателей, выигрыш по массе может достигать 12...20%, по уменьшению потоков рассеяния 6..10%. В настоящее время разработаны конструкции пластмассовых держателей и ряд зарубежных фирм (Philips, ITT и др.) серийно выпускает ГГ с ними. Создан отечественный ГГ 3ГДШ - 8 с диффузородержателем из пластмассы (полиамид марки ПА - 6 - 210 КС).
Уменьшение зазора с целью снижения массы магнитной цепи также применяется в серийных моделях ГГ, однако это требует переделки конструкции звуковой катушки за счет применения более тонких материалов для каркасов (полиамидные пленки, материалы типа Nomex и пергаментная бумага и др.); использования бескаркасной намотки; нанесения проводника методом напыления; использования плоских проводов и т. д.
При решении важнейшей проблемы в громкоговорителях для современной радиоэлектронной аппаратуры - повышении мощности, а соответственно тепловой и механической устойчивости ГГ и их надежности - одним из путей является применение магнитных жидкостей (МЖ) и магнитореологических суспензий (МРС). Наряду с преимуществами, которые дает применение их в ГГ (повышение надежности, уменьшение уровня переходных процессов за счет лучшего демпфирования колебаний катушки на резонансной частоте, улучшение условий центрирования звуковой катушки), их использование требует внесения изменений в традиционные конструкции ГГ. Зарубежный и отечественный опыт, накопленный в процессе разработок ГГ с магнитной жидкостью и магнитореологической суспензией позволил выявить необходимые изменения. Прежде всего должны быть приняты меры для предотвращения впитывания жидкости каркасом ЗК. Для этого применяются каркасы из алюминиевой фольги, пергаментной бумаги, специальных синтетических пленок и др. Кроме того, введение МЖ и МРС в зазор магнитной цепи (конструкция магнитной цепи с МРС показана на рис. 5.4) герметически закрывает его. Воздух, находящийся под колпачком и шайбой, уже не может проходить через зазор, что приводит к избыточному давлению, тем самым к выдавливанию магнитной жидкости из зазора, снижению уровня звукового давления и появлению призвуков. Поэтому в ГГ, особенно широкополосных моделях, применяются конструктивные меры для обеспечения циркуляции воздуха: делается центральный канал в керне или отверстие в верхнем и нижнем фланцах, применяются пористые материалы для колпачков и т. д. Применение МЖ и МРС приводит к повышению амплитуды колебаний за пределами резонансной области за счет повышения мощности, подводимой к ГГ (что вызвано уменьшением величины изменения активного сопротивления из-за лучшего теплоотвода), а это требует, в свою очередь, специальных мер по повышению надежности гибких выводов и т. д. При больших амплитудах смещения на низких частотах может иметь место разбрызгивание жидкости из зазора, что и ограничивает их применение в низкочастотных громкоговорителях. Для предотвращения этого применяются различные конструктивные меры: наращивание керна немагнитной деталью, применение дополнительного слоя фольги на каркасе ЗК и т. д. Все эти трудности были в значительной степени преодолены в процессе разработок и в настоящее время серийно выпускается ряд зарубежных и отечественных моделей 6ГДВ-2 (4ГД-56), 8ГДШ-2 (6ГД-17) и др.
Рис. 5.4. Конструкция громкоговорителя с магнитной жидкостью в зазоре
Как уже отмечалось в гл. 4, одним из препятствий к повышению мощности в ГГ является низкая надежность гибких выводов, поэтому вопросам улучшения материалов и конструкции гибких выводов уделяется серьезное внимание. Наряду с поисками новых материалов для гибких выводов идут поиски способов их крепления на диффузоре и диффузородержателе. Наиболее надежным является способ крепления гибкого вывода с помощью контактной монтажной планки. Все эти меры привели к тому, что паспортная мощность серийных моделей ГГ за последние годы существенно возросла (примерно в 1,5...2 раза).
Как уже отмечалось, многообразие моделей электродинамических ГГ для массовой БРЭА диктуется специфическими требованиями к их форме, массе и габаритным размерам, что определяется условиями обеспечения удобства компоновки и заданных параметров в БРЭА и т. д. Например, за последние годы значительное распространение получили мини-магнитолы с выносными пристегивающимися акустическими системами объемом 0,5...2 дм3. В них используются облегченные громкоговорители диаметром 50... 100 мм с высокой резонансной частотой 300...400 Гц и расширенным (до 16000 гц) диапазоном в сторону высоких частот, с уровнем характеристической чувствительности 84...86 дБ/Вт. Появление этого вида аппаратуры потребовало разработки целой серии таких громкоговорителей как модель RX-CW50Г фирмы Nat Panasonik, модель WF-939 фирмы Sharp. Аналогичные отечественные разработки ГГ были выполнены в типоразмерах 63, 80, 100 мм с паспортной мощностью 1...3 Вт.
Определенную специфику имеют ГГ для телевизионных приемников, что обусловлено требованиями к отсутствию полей рассеяния и компоновки ГГ на передней панели телевизора. Поэтому ГГ для телевизоров обычно разрабатываются вытянутой (эллиптической или овальной) формы с соотношением сторон от 1:1,5 до 1:4 и экранированными магнитными цепями. Отечественной промышленностью выпускается ряд моделей ГГ, используемых в телевизорах (табл. 5.1) с размерами 100 × 160 мм (3ГДШ-1, 3ГДШ-6), 80 × 125 мм (2ГДШ-4, 2ГДШ-3 и т. д.), 50 × 80 (6ГДВ-2) и др. Ранее выпускался громкоговоритель 2ГД-22 с большим соотношением осей 80 × 280 мм. В настоящее время в связи с внедрением звукового стереосопровождения в телевидение, вероятно, вновь встанет вопрос о создании нового поколения ГГ с большим соотношением осей для специальных "узких" акустических систем, расположенных по обеим сторонам экрана.
Особый вид акустической аппаратуры составляют абонентские громкоговорители для радиотрансляционных сетей и трех-программные приемники, объем выпуска которых составляет в настоящее время несколько миллионов штук в год (требования определяются стандартами ГОСТ 5961-84 и ГОСТ 18286-82). В них используются как специально разработанные ГГ 1ГД-8А и 1ГД-52А и их многочисленные модификации, так и громкоговорители широкого применения 3ГДШ-2-4, 3ГДШ-2-8 и др. К абонентским устройствам предъявляются жесткие требования по ограничению применяемой мощности и габаритных размеров, поэтому применяются в них громкоговорители сравнительно малой мощности 1...3 Вт с довольно высокой резонансной частотой (см. табл. 5.1).
В современных телефонах используются излучатели различных видов (электретные, пьезопленочные и др.). Однако имеется группа телефонов ТДС-10, ТДС-18, в которых используются плоские электродинамические громкоговорители диаметром 50...80 мм. Серийно выпускается несколько моделей ГГ специально предназначенных для телефонов 0,5ГД-36, 0,5ГД-54 и др. (см. табл. 5.1). Внешний вид громкоговорителя 0,5ГД-54 показан на рис. 5.5. Следует отметить, что параметры таких громкоговорителей, указанные в табл. 5.1, измерены на специальном измерительном устройстве "искусственном ухе" в соответствии с ГОСТ 6343-74.
Рис. 5.5. Громкоговоритель 0,5ГД-54
Последнее время уделяется большое внимание технике озвучения салонов автомобилей. Следует отметить, что к ГГ в автомобильной аппаратуре предъявляются повышенные требования по виброустойчивости, климатической и механической прочности, а также обеспечению специальных форм АЧХ (подъем к высоким частотам, ограничения по низким частотам и т. д.), что вызвано спецификой спектрального распределения шумов в салоне. Поэтому зарубежными фирмами выпускаются многочисленные модели ГГ специально для автомобильной аппаратуры с некоторыми особенностями конструкции (рис. 5.6), например коаксиальные громкоговорители (высокочастотный громкоговоритель укреплен внутри низкочастотного), ГГ с дополнительным рупорком и др. Для этих целей отечественной промышленностью выпускаются громкоговорители 4ГДШ-1 (4ГД-28), 5ГДШ-5 (4ГД-53), 5ГДШ-3 (3ГД-42). Кроме того, используются в автомобильных акустических системах громкоговорители широкого применения (15ГДН-3, 6ГДВ-2 и др.).
Рис. 5.6. Автомобильные громкоговорители

При использовании материалов сайта активной гиперссылки обязательна:
http://rateli.ru/ 'Радиотехника'